注塑机料筒螺杆拆卸方法:
1、把料筒温度升至适当温度. (依停机时生产材质所需温度)
2、加上清洗料(如PP料),再把料筒内所有料射空(含PP料).并保持料筒温度
3、拆前首先应将模具拆除,开模到最大,调模到最大,可将螺杆从开模区取出(首选方式)。
4、如果座台退到最大行程还是不能取出螺杆与料筒,可以松掉座台定位螺丝,也可偏移射台如图1所示
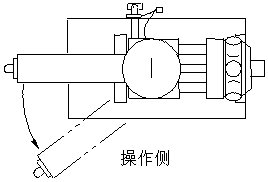
(图1)
5、螺杆松退至最后.
6、拆掉射座上盖或射出防护罩.
7、关总电源.
8、拆下射嘴及法兰上的发热圈和感温线.
9、拆下螺杆尾部固定螺丝、拆去半环、做螺杆退分离固定轴、拆下固定螺丝、拨出平键(如图2所示)。
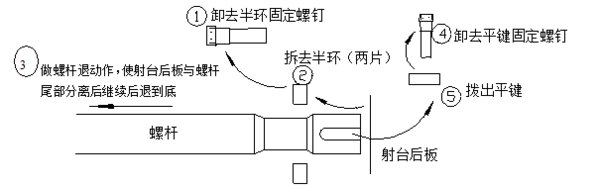
(图2)
10 、拆去射咀、拧出固定螺丝,并取下法兰(如图3所示)
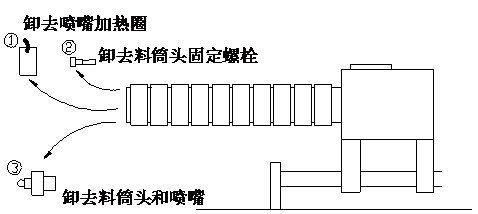
(图3)
11、把螺杆向料筒前端移推出螺杆头用活动扳手扳住螺杆尾部,用专用扳手扳下螺杆头(注意:螺杆头为左旋螺纹.)
12、向前移螺杆(取一段外径略小于螺杆的铁棒,放置螺杆尾端面与射台后板之间用射出动作顶)取出整根螺杆,备注:如果只是换螺杆组件现在就可以装回螺杆按反向步骤;如要换料筒再继续下面步骤。
13、将料筒尾部锁紧螺母敲松拧出来。(此处料筒与与机器连接固定方式不一样,拆装方法就不一样,拆装时根据实际情况考虑)