热压罐成型工艺文档
一、引言
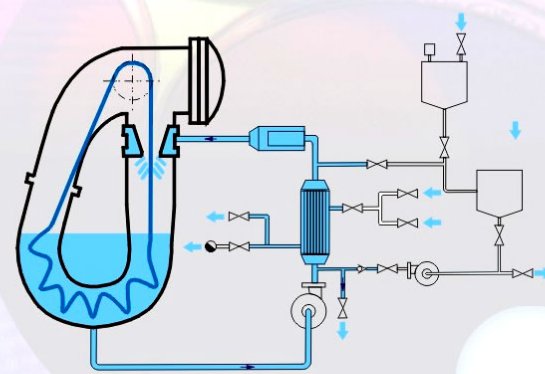
热压罐成型工艺是一种广泛应用于复合材料制造领域的重要技术。它利用高温高压环境,使预浸料在模具中固化成型,从而生产出具有高强度、高刚度和良好表面质量的复合材料制品。本文档将详细介绍热压罐成型工艺的原理、流程、设备要求以及关键控制点。
二、工艺原理
热压罐成型工艺基于以下基本原理:在高温高压条件下,预浸料中的树脂基体发生交联反应,形成三维网络结构,同时纤维与树脂之间形成良好的界面结合,从而使复合材料获得优异的力学性能和尺寸稳定性。
三、工艺流程
- 材料准备:选择符合要求的预浸料和辅助材料(如脱模布、透气毡等),并按照设计要求进行裁剪和铺叠。
- 模具设计与制造:根据产品形状和尺寸设计并制造专用模具,确保模具的精度和密封性。
- 铺层与组装:在模具内按顺序铺设预浸料和辅助材料,注意控制铺层厚度和压实度。
- 安装工装与密封:将铺好的模具放入热压罐内,安装好工装夹具和密封装置,确保罐内压力均匀传递。
- 加热与加压:按照预定的升温速率和压力曲线对热压罐进行加热和加压,使预浸料在设定的温度和压力下充分固化。
- 冷却与卸压:固化完成后,关闭热源并让热压罐自然冷却至室温或设定温度后卸压,取出制品。
- 后处理与检验:对制品进行必要的修整和后处理(如切割、打磨等),并进行质量检验和性能测试。
四、设备要求
- 热压罐:应具备精确的温控系统和压力控制系统,能够满足不同材料和产品的固化需求。
- 模具:应具有高精度和良好的密封性能,能够承受高温高压环境下的变形和磨损。
- 辅助设备:包括裁剪机、铺层台、吊装设备等,用于材料的预处理和制品的搬运。
五、关键控制点
- 温度控制:精确控制升温速率和保温时间,避免温度过高或过低导致固化不完全或烧焦现象。
- 压力控制:保持罐内压力稳定且均匀分布,防止因压力不足或过大而影响制品质量和性能。
- 铺层质量:严格控制铺层的厚度、顺序和压实度,确保制品内部结构和性能的均一性。
- 密封性能:定期检查和维护密封装置,防止气体泄漏影响固化效果和制品质量。
六、结论与展望
热压罐成型工艺作为一种成熟可靠的复合材料制造技术,在航空航天、汽车、体育器材等领域得到了广泛应用。随着技术的不断进步和设备的更新换代,热压罐成型工艺将在提高生产效率、降低成本和改善制品性能方面展现出更大的潜力。未来,应进一步加强对新工艺和新材料的研究与开发,推动热压罐成型工艺向更高层次发展。